
Supermarket – Romania

Enex Technologies in partnership with Frigotehnica have installed a refrigeration and heating recovery system with natural refrigerant CO2 in a supermarket in Romania.
A top leader retail company, with several stores across Romania, including mainly hypermarkets and in general large-scale retail trade, has recently opened a new store using not only CO2 as refrigerant fluid but also cutting-edge solution of flooded evaporation with liquid ejector to increase the efficiency.
The problem:
Refrigeration is using more and more natural refrigerants, Carbon dioxide, Propane and Ammonia. Introduced again in commercial refrigeration in the first years of the 2000s, after decades during which it was completely forgotten, CO2 systems are now a standard choice.
In commercial buildings there are also other users with synthetic refrigerants, like, chillers for air conditioning and heat pumps for space heating. Due to electrification, within the wide energy transition process, systems powered with natural refrigerants are being used increasingly. In supermarkets and hypermarkets, however, it is not practical to use flammable or toxic refrigerants. For this reason, only CO2 is the most common option.
Intrinsically a CO2 transcritical system is more complex of a “simple” refrigeration system with synthetic refrigerants. All that has blocked for years the extension of the use of this refrigerant to other applications. Moreover, the idea of combining the use of “warm side” and “cold side” of a refrigeration system is very attractive, because energy wise such system can be in very efficient.
For this supermarket chain in Romania, it was paramount to find a solution that allow energy efficiency while delivering outstanding performance without compromising the environment and warranting low emissions. The system was required to give refrigeration for a significant number of cabinets (40 in MT and 18 in LT) plus several cold rooms for dedicated warehousing at medium and low temperatures. All disposed over a surface of 5000 sm. Moreover, the selected solution needed to be able to provide sanitary water and heating for the cold months.
Frigotehnica was entrusted with this important project thanks to their experience as a leading Romanian company specialized in commercial and industrial refrigeration solutions, with a wide experience providing end-to-end services, including design, installation, and maintenance for sectors like retail and logistics. At the same time, they decided to partner with Enex Technologies, trusting on their wide expertise with natural refrigerants to create the best solutions to fulfill the client’s specific needs.
The solution:
To fulfill the request of maximizing energy efficiency in the overall system, the ELBA CO2 booster from Enex Technologies was considered the best option. With Liquid ejector for semi-overfed evaporation & parallel compression to increase efficiency.
The Liquid ejector allows evaporation at higher temperatures because of the removal of superheating (the concept of semi-overfed evaporation), avoiding possible suction of liquid to compressors that its pumped from the MT line. To simplify the concept, evaporate higher means the reduction of electrical consumption.
Parallel compressors, on the other hand, draw vapor from the liquid receiver, which operates at a higher evaporation temperature than the MT line. This avoids unnecessary vapor expansion and reduces compression with a higher-pressure difference (ΔP).
It is worth to remind that “liquid ejector” overfeeding is an invention of Enex Technologies, which filed numerous patents and is installed over several hundreds of systems. The original Enex solution has no rivals in terms of efficiency, simplicity and reliability.
Main features of this ELBA CO2 Rack:
| Features | kW | Conditions |
| MT load | 91 | -7°C evap temp |
| LT Load | 61 | -34°C evap temp |
| Heating recovered | 127 | Water 30 45°C |
Another valuable feature about this project regards safety. This unit has redundancy of expansion valves, like we can see in the image below (fig.1). In traditional systems, the electronic valves represent the core of the machine and in case of their fault, the unit would not be able to run with considerable problems of downtime. The use of the mechanical valves installed in parallel to the main ones in this project, allow to solve the issue, guaranteeing continuity and reliability.
Comments:
“Our collaboration with Enex Technologies on this project enabled us to implement a highly advanced CO2 solution, combining liquid ejector technology and heat recovery to maximize overall system efficiency. This approach ensured outstanding performance, operational reliability, and a sustainable footprint, fully meeting the demanding requirements of large-scale retail applications”. Alexandru Munteanu, Project Manager of Frigotehnica.
“Partnering with Frigotehnica on this supermarket project demonstrates how advanced CO2 technologies can unlock new levels of efficiency in retail applications. By integrating our ELBA system with liquid ejector technology, enabling semi-overfed evaporation at higher temperatures and reducing compressor load, we have delivered a solution that maximizes energy performance while ensuring sustainability and reliability.” Luis Crespo Barber, CCO Enex Technologies.
Results:
In terms of environmental impact and energy efficiency the first year of monitoring shows outstanding results:
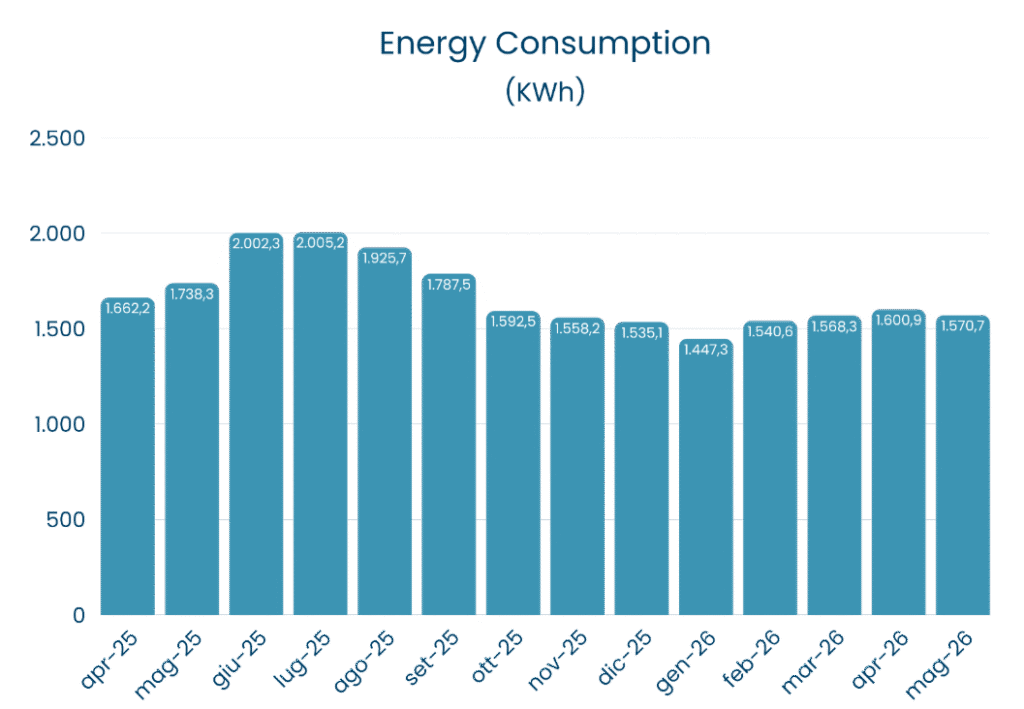
The average daily energy consumption after 398 days of monitoring is 1.689,2 KWh
Energy efficiency is achieved due to several factors:
- Thermal recovery of free heat (plate heat exchanger after compressor)
- Recompression of flash vapor from liquid receiver (thanks to parallel compression)
- Liquid ejector (that allows to work at higher evaporation temperature & being installed In parallel to the high-pressure valve, recovering also the expansion energy)
- Modulating 3-way ball valve for the gas cooler
- LSPM compressors (higher efficiency)
- Liquid /Liquid subcooler exchanger (liquid to evaporators with 3K subcooling)
- Air intercooler after LT compressor (improving medium compressor suction temperature and consequently compressor long life)
Other particular features installed include:
- Energy meter to monitor consumption
- LT suction /Liquid plate exchanger (as superheating of LT line, this avoiding liquid to LT compressors)
Operation Simplified Scheme (Fig. 1)
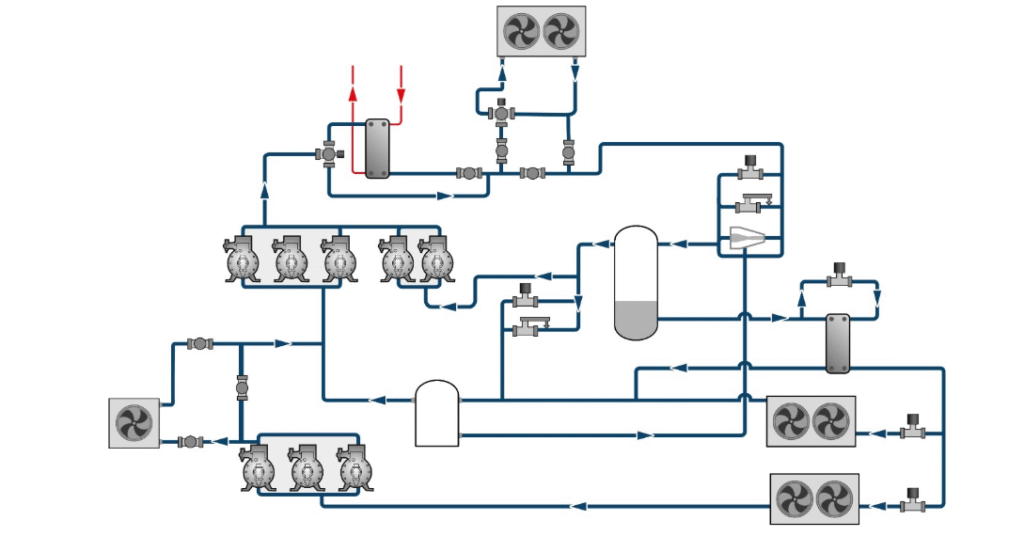
- Commercial Refrigeration: Medium & Low Temperature
- Heating recovery
Let us know if you want to know more about Enex technology solutions to significantly decrease the emissions of your business.
To know more about ELBA: https://www.enextechnologies.com/it/product/elba/
